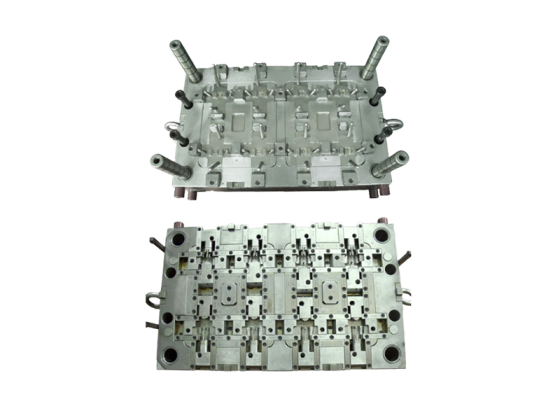

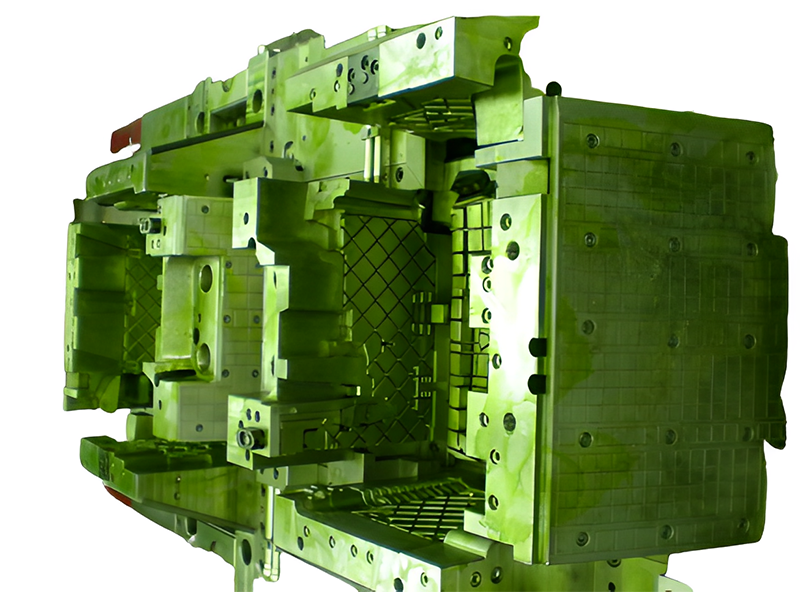
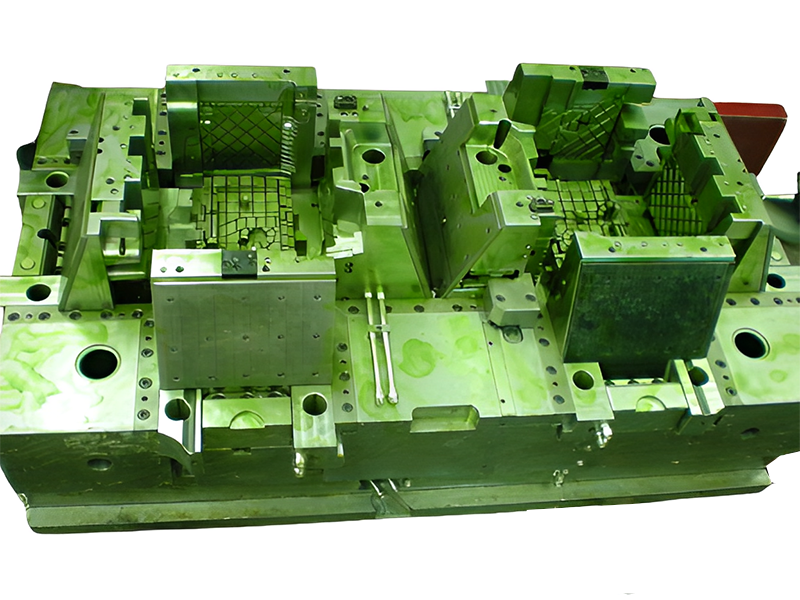

Flaschenstapelform
Flaschenstapelformen werden häufig in Branchen wie der Getränke-, Kosmetik- und Haushaltswarenindustrie eingesetzt, in denen eine Großserienproduktion von Kunststoffflaschen erforderlich ist. Sie sind auf Langlebigkeit ausgelegt und halten den hohen Drücken und Temperaturen stand, die beim Spritzgussprozess auftreten.
- Information
Das Stapeln von Würfeln ist für die Massenproduktion geeignet.
Stapelformtechnologie:
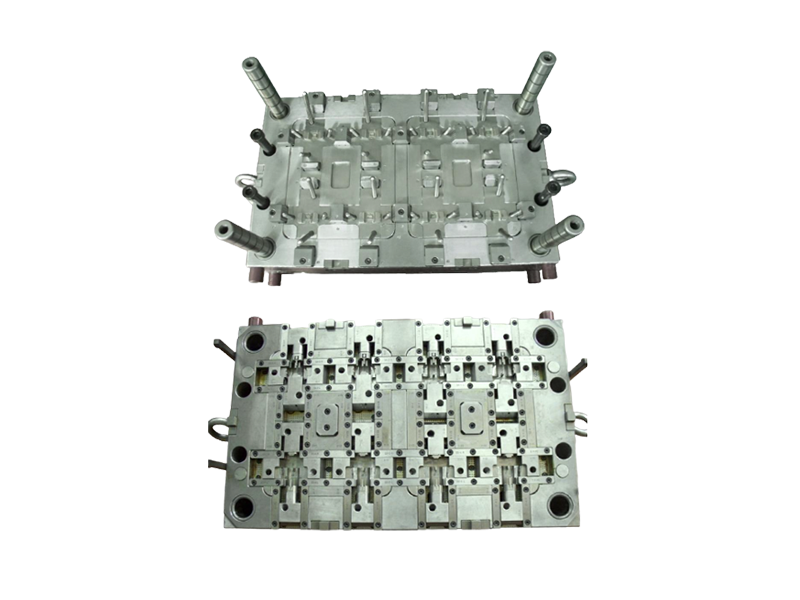
Die Etagenform ist eine Spitzentechnologie in der Entwicklung der heutigen Kunststoffformindustrie. Die Kavität ist auf zwei oder mehr Ebenen verteilt und übereinander angeordnet. Einfach ausgedrückt entspricht die laminierte Form dem Zusammensetzen mehrerer Paare einschichtiger Formen und deren Installation auf einer Spritzgussmaschine für die Spritzgussproduktion
Wenn die Spritzgießmaschine eine einschichtige Kunststoffspritzgussform verwendet, verbrauchen ihr eigenes Einspritzvolumen und ihr Öffnungshub normalerweise nur 20 bis 40 % der Nennleistung der Spritzgießmaschine, wodurch die Leistung der Spritzgießmaschine nicht voll zur Geltung kommt , und die laminierte Spritzgussform kann auf der Grundlage verwendet werden, dass die Schließkraft nicht erhöht wird. Unter der Bedingung, dass 1 Einspritzmaschine und 1 Bediener dieselbe sind, kann die Leistung entsprechend der Anzahl der Schichten vervielfacht werden, was die Produktionseffizienz und die Geräteauslastung erheblich verbessern und Produktions- und Arbeitskosten einsparen kann
Anwendungsszenario:
Bisherige Anwendungsszenarien: Formen mit vielen Hohlräumen, wie zum Beispiel für den täglichen Bedarf, Kosmetika und medizinische Produkte, werden nun nach und nach in Formen für Autoteile eingesetzt.
Klassifizierung von Etagenformen: 1) Gemeinsame laminierte Form
Zweischichtige Form
3-Schicht-Form
4-Schicht-Form
Bis zu 10 Etagen
2) Drehen Sie die laminierte Form
Doppelte Seiten drehen sich jedes Mal um 180 Grad
Doppelschichtig, 4 Seiten, jeweils 90-Grad-Drehung, schlankes Handwerk
3 Schichten 2 Seiten (180 Grad pro Drehung) + 4 Seiten (90 Grad pro Drehung)
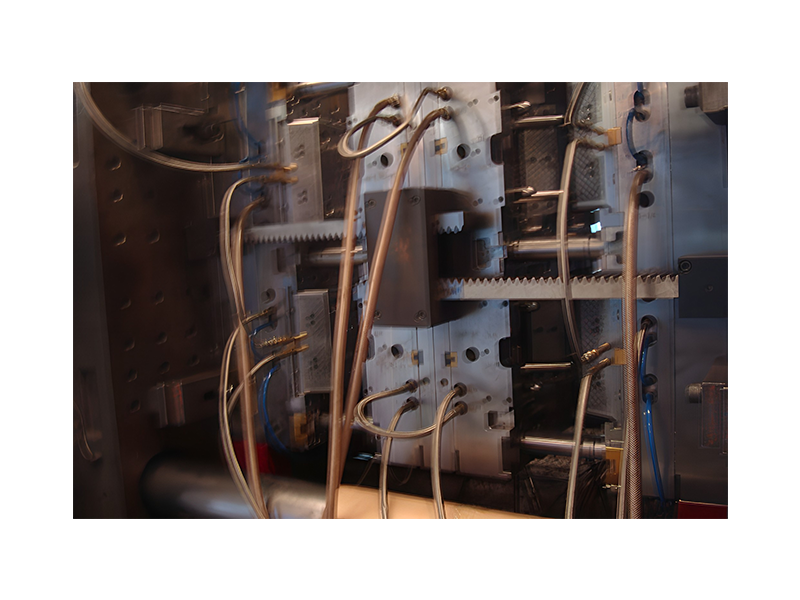
Überlegungen zur Etagenformkonstruktion:
1) Die Hauptdüse kann nach dem Öffnen der Form nicht aus der Führungshülse herauskommen, und es sollte auf eine angemessene Einstellung der Länge der Hauptdüse und des Formöffnungshubs geachtet werden.
2) Es ist notwendig, den maximalen Öffnungshub und die maximale Plastifizierungsmenge der Spritzgießmaschine zu überprüfen;
3) Die Vorformungseffizienz der Einspritzvorrichtung sollte hoch sein;
4) Die Injektionsrate sollte entsprechend erhöht werden;
5) Druckentlastung der Heißkanalschmelze; 6) Behandeln Sie die Beziehung zwischen Hohlraumanordnung und Hauptdüse.